Address:
Shenzhen Bao'an District Xinqiao Subdistrict Huangpu Community Huangpu East Ring Road No. 504 Shenzhen Yuan Industrial City Building C
Work Hours:
Monday to Friday: 9AM - 21PM
Weekend: 9AM - 21PM

Address:
Shenzhen Bao'an District Xinqiao Subdistrict Huangpu Community Huangpu East Ring Road No. 504 Shenzhen Yuan Industrial City Building C
Work Hours:
Monday to Friday: 9AM - 21PM
Weekend: 9AM - 21PM

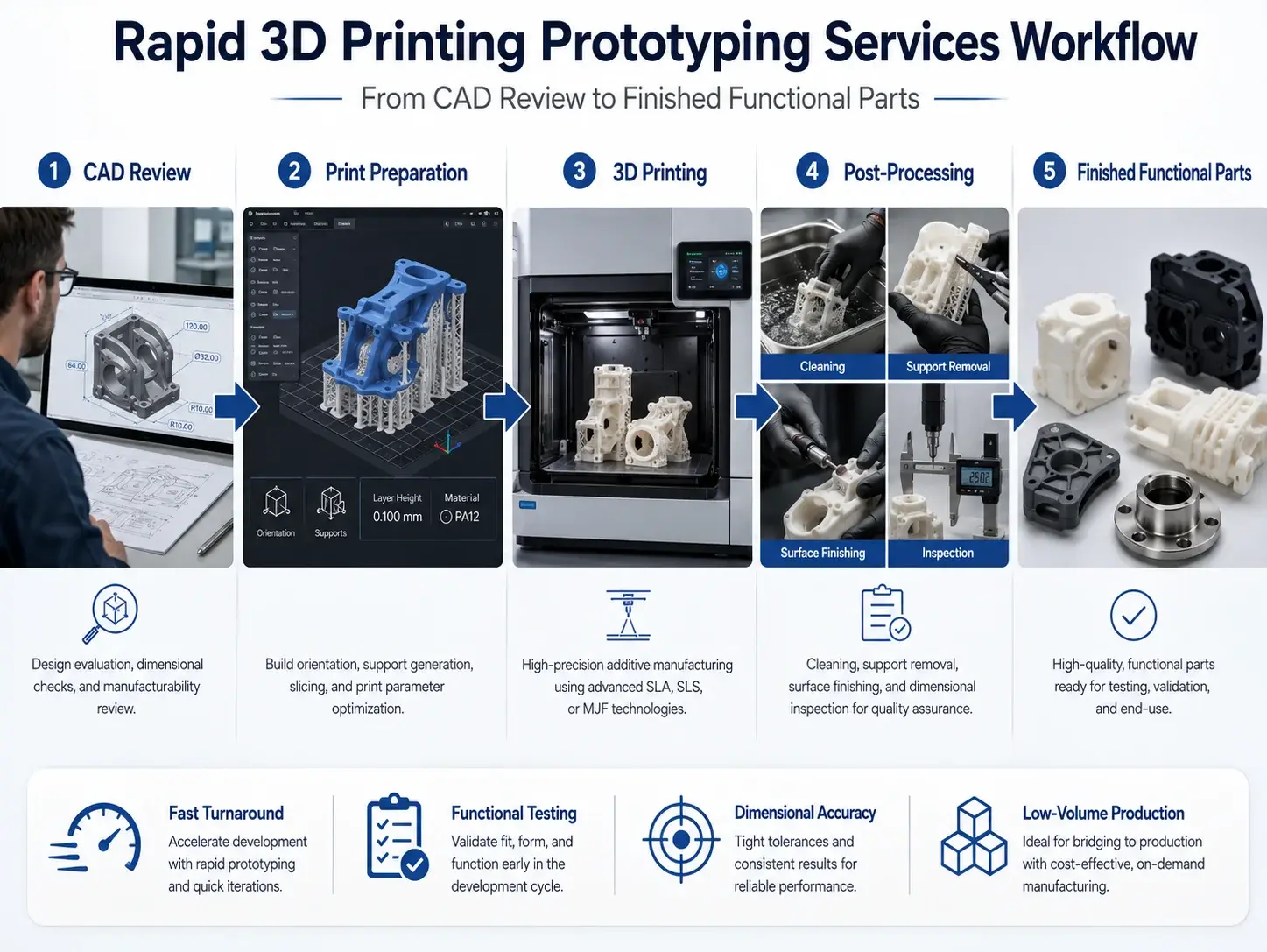
3D printing has become one of the fastest and most flexible tools in modern product development. It allows engineering teams to move from CAD data to physical parts in days—or sometimes hours—without molds, dedicated fixtures, or expensive production tooling. However, successful prototyping still depends on choosing the right printing technology, material, tolerance, finish, and production strategy.
For Senior Mechanical Engineers, Product Designers, R&D teams, and Procurement Managers, the real question is not simply whether to use 3D printing. It is whether SLA, SLS, MJF, FDM, or metal additive manufacturing can deliver the mechanical performance, appearance, accuracy, and cost required for a specific project.
This guide explains how to select industrial 3D printing processes and materials for medical devices, robotics, aerospace, smart hardware, functional testing, and low-volume production.

Understanding Industrial 3D Printing Processes
Industrial 3D printing, also known as additive manufacturing, builds components layer by layer from digital CAD data. Unlike CNC machining, which removes material from a solid block, additive manufacturing places material only where the design requires it.
This approach enables complex internal channels, lightweight lattice structures, consolidated assemblies, organic surfaces, and customized components that may be difficult or impossible to manufacture through conventional processes.
The most widely used prototyping technologies include:
Fused Deposition Modeling
FDM extrudes thermoplastic filament through a heated nozzle. It is affordable and useful for large concept models, fixtures, assembly aids, and early design verification.
Common materials include ABS, PLA, PETG, nylon, polycarbonate, and reinforced thermoplastics.
FDM is attractive for low-cost prototypes, but visible layer lines, anisotropic strength, support marks, and relatively modest dimensional accuracy may limit its use for high-quality functional parts.
Stereolithography
SLA uses a laser or projected light source to cure liquid photopolymer resin. It produces fine details, smooth surfaces, and accurate visual models.
SLA is widely used for:
Cosmetic prototypes
Medical anatomical models
Dental models
Transparent components
Small detailed housings
Master patterns
Presentation samples
Standard resins may be brittle, but engineering, high-temperature, flexible, and specialized medical resins are also available.
Selective Laser Sintering
SLS fuses nylon powder with a laser. Because the powder supports the part during printing, SLS does not require conventional support structures.
This makes SLS suitable for:
Functional nylon parts
Snap-fit assemblies
Complex internal structures
Ducts and manifolds
Robotics components
Low-volume production
Durable housings
SLS parts generally offer better functional performance than standard SLA resin parts, although the surface is usually slightly grainy and may require finishing.
Multi Jet Fusion
MJF uses fusing agents and thermal energy to produce nylon parts. It offers strong mechanical properties, good dimensional consistency, and efficient production of multiple components within one build.
MJF is often selected for engineering prototypes, complex assemblies, small-batch plastic parts, and bridge production.
Metal Additive Manufacturing
Technologies such as selective laser melting and direct metal laser sintering create components from metal powders, including aluminum, stainless steel, titanium, nickel alloys, and tool steels.
Metal printing supports high-performance parts with internal cooling channels, lightweight topology-optimized structures, and geometries that would be difficult to machine. However, costs, support removal, heat treatment, machining, and inspection must be considered.
Industry Applications: From Concept to Functional Testing
The best process depends on how the prototype will be used. A presentation model has different requirements from a load-bearing robotic joint or sterilizable medical component.
Choosing the best 3d printing materials for medical devices
Choosing the best 3d printing materials for medical devices requires careful consideration of biocompatibility, sterilization, mechanical performance, chemical resistance, transparency, and intended contact conditions.
Medical prototypes may be used for:
Anatomical models
Surgical planning models
Instrument handles
Diagnostic device housings
Wearable medical enclosures
Fluid-handling concepts
Surgical guides
Dental applications
Research equipment
Ergonomic evaluation
SLA is commonly used for highly detailed anatomical models and transparent medical components. Specialized resins may provide improved heat resistance, flexibility, or documented biocompatibility for specific applications.
SLS and MJF nylon materials are useful for durable housings, clips, brackets, fluidic assemblies, and functional device components. Nylon offers better toughness than many standard photopolymer resins and can support repeated assembly testing.
PEEK and PEKK are high-performance polymers with strong thermal and chemical resistance. They may be considered for demanding medical and scientific applications, although they require specialized high-temperature printing equipment and strict process control.
Material selection should always be based on the prototype’s intended use. A material described as “medical-grade” or “biocompatible” should not automatically be assumed suitable for every medical application. Engineering teams should review:
Supplier technical data
Test standards
Contact type
Contact duration
Sterilization method
Post-processing chemicals
Final cleaning requirements
Traceability documentation
Autoclave resistance is particularly important for parts exposed to steam sterilization. Many standard SLA resins will deform or degrade under repeated high-temperature cycles. High-temperature polymers or selected engineering resins may be required.
For non-patient-contact housings, the primary requirements may instead be appearance, dimensional accuracy, impact resistance, cleaning resistance, and assembly performance.

industrial 3d printing services for robotics and Smart Hardware
Industrial 3d printing services for robotics help robotics engineers and smart-hardware teams create lightweight, complex, and application-specific components without waiting for molds or dedicated production tooling.
Typical robotics and hardware applications include:
Robot grippers
Sensor housings
Cable guides
Camera mounts
End-of-arm tooling
Lightweight brackets
Protective covers
Joint housings
Custom ducts
Internal electronics supports
Drone components
Automation fixtures
SLS and MJF are particularly useful because nylon parts can provide good toughness, impact resistance, and design flexibility. Engineers can integrate cable routing, mounting points, internal channels, clips, and lightweight structures directly into one component.
This design consolidation can reduce assembly time. Instead of manufacturing and fastening five separate brackets, a product team may print one optimized part with integrated features.
SLA is better suited to high-detail visual housings, transparent covers, light pipes, and cosmetic prototypes. FDM can be useful for large robot covers, factory fixtures, jigs, and early assembly models where appearance is not critical.
Metal printing may be considered for lightweight robotic joints, heat-resistant tooling, complex grippers, and parts that need internal cooling or pneumatic channels. However, CNC machining may remain more economical for simple metal geometries.
For smart hardware, the enclosure must be evaluated together with electronics, antennas, sensors, displays, connectors, heat sources, and fasteners. A 3D printed prototype allows engineers to check:
PCB clearance
Connector alignment
Cable routing
Battery fit
Button travel
Display position
Snap-fit behavior
Ventilation
User ergonomics
Assembly sequence
Rapid iteration is a major advantage. If a connector opening is misplaced, the CAD file can be revised and a new housing produced without modifying tooling.
An aerospace 3d printing materials comparison for High-Strength Parts
An aerospace 3d printing materials comparison should evaluate strength-to-weight ratio, fatigue behavior, temperature resistance, chemical resistance, flame performance, dimensional stability, and documentation.
Aerospace and defense applications may include:
UAV components
Ducts
Lightweight brackets
Satellite structures
Sensor mounts
Engine development parts
Airflow components
Cabin hardware
Thermal-management structures
Test fixtures
High-performance polymer options include PEEK, PEKK, ULTEM-type materials, and reinforced nylons. These materials may provide better heat resistance and mechanical performance than standard FDM plastics.
Metal options include titanium, aluminum, stainless steel, and nickel-based alloys.
| Material | Key Advantage | Typical Limitation | Common Aerospace Use |
| Reinforced nylon | Lightweight and economical | Limited high-temperature performance | Ducts, covers, fixtures |
| PEKK or PEEK | Heat and chemical resistance | High equipment and material cost | Functional high-performance parts |
| Aluminum alloy | Low weight and good strength | May require machining after printing | Brackets, housings, UAV parts |
| Titanium alloy | Excellent strength-to-weight ratio | Expensive material and processing | Structural and high-performance parts |
| Stainless steel | Strength and corrosion resistance | Heavier than aluminum or titanium | Tooling, brackets, test components |
| Nickel alloy | Extreme temperature resistance | High cost and difficult finishing | Engine and thermal applications |
For safety-critical aerospace parts, the printing process is only one element of the manufacturing plan. Powder control, build orientation, heat treatment, support removal, machining, non-destructive testing, and material certification may all be required.
A design that can be CNC machined easily should not automatically be metal printed. Additive manufacturing creates the most value when complexity, internal geometry, weight reduction, or part consolidation justify the additional process controls.
Engineering Standards and Trade-Offs
Industrial 3D printing offers exceptional flexibility, but every technology has limitations. Engineers should understand realistic tolerances, surface finish, orientation effects, mechanical anisotropy, and post-processing requirements before releasing a part for production.
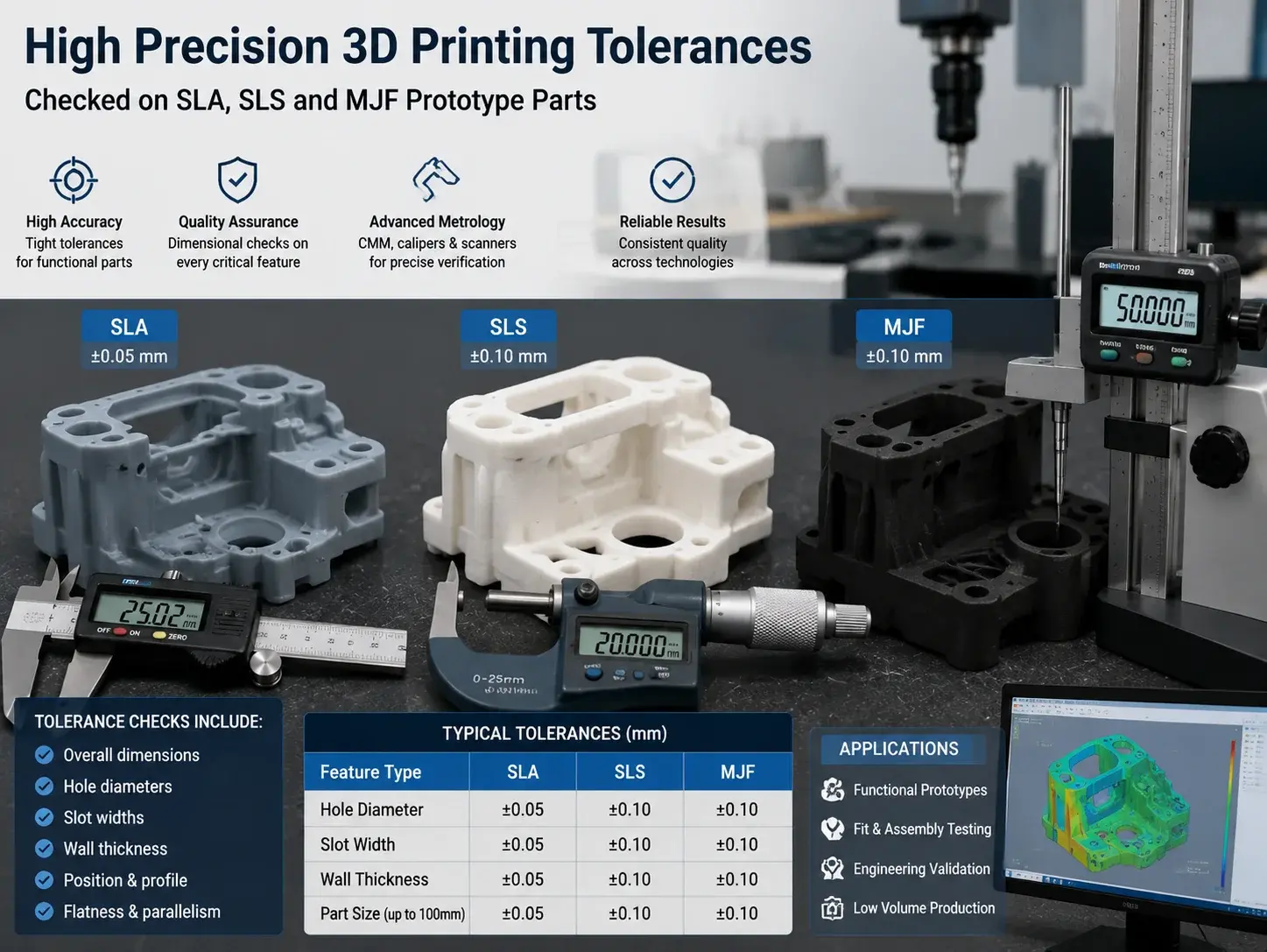
Managing high precision 3d printing tolerances
Managing high precision 3d printing tolerances begins with recognizing that accuracy varies by technology, machine, part size, build orientation, geometry, material, and post-processing.
Typical process capabilities may fall within the following general ranges, although suppliers should confirm the actual tolerance for each project.
| Technology | Typical Relative Accuracy | Surface Character | Best Use |
| FDM | Moderate | Visible layers | Concept models, fixtures |
| SLA | High for small detailed parts | Smooth | Appearance models, detailed prototypes |
| SLS | Moderate to high | Powder-textured | Functional nylon parts |
| MJF | Moderate to high | Fine grain | Engineering parts, low-volume batches |
| Metal SLM/DMLS | Process-dependent | Rough before finishing | Complex metal components |
SLA often produces the sharpest details and smoothest surfaces, but curing, support removal, and material brittleness must be considered.
SLS and MJF offer durable functional parts but may not be suitable for extremely tight press fits without design compensation or secondary machining.
FDM tolerances are influenced strongly by nozzle size, layer height, material shrinkage, and build orientation. It is usually inappropriate to expect injection-molded appearance or CNC-level precision from a basic FDM process.
Metal printed parts often require CNC machining on bearing surfaces, sealing faces, threaded holes, and other critical interfaces.
Engineers should divide dimensions into three categories:
1.Critical functional dimensions
2.Important assembly dimensions
3.Non-critical cosmetic dimensions
Critical interfaces may require machining, reaming, tapping, sanding, or design allowance. Non-critical features should not be over-toleranced.
Another important factor is build orientation. A hole printed vertically may perform differently from the same hole printed horizontally. Support contact can affect surface quality. Layer orientation can affect strength.
The supplier should therefore review:
Datum strategy
Hole orientation
Support location
Wall thickness
Minimum feature size
Post-processing allowance
Mating interfaces
Inspection method
The Critical Match: cnc machining vs 3d printing for functional prototypes
The comparison of cnc machining vs 3d printing for functional prototypes should focus on the testing objective rather than the apparent price of one part.
CNC machining removes material from production-grade metal or plastic stock. It typically provides strong mechanical properties, tight tolerances, smooth surfaces, and reliable performance for load testing.
3D printing builds complex geometry quickly and eliminates tooling. It is excellent for early iterations, internal channels, lightweight structures, organic forms, and parts that would be expensive to machine.
| Criteria | CNC Machining | 3D Printing |
| Lead time | Usually several days | Hours to several days |
| Tooling | No mold, but setup required | No mold or dedicated fixture |
| Geometry | Limited by tool access | Supports highly complex shapes |
| Material behavior | Production-grade stock materials | Depends on printing material and orientation |
| Tolerance | Generally higher | Process-dependent |
| Surface finish | Excellent as-machined or polished | Often requires post-processing |
| Internal channels | Difficult or impossible | Strong advantage |
| Cost for simple parts | Competitive | May be similar or higher |
| Cost for complex parts | Can rise quickly | Often advantageous |
| Best use | Functional precision testing | Fast iteration and geometric complexity |
Choose CNC machining when the prototype requires:
High load-bearing strength
Tight bearing or sealing fits
Smooth precision surfaces
Real metal behavior
Production-grade engineering plastic
Threads and precision bores
Stable dimensional inspection
Choose 3D printing when the prototype requires:
Very fast iteration
Complex internal geometry
Lightweight lattice structures
Multiple design versions
Organic or ergonomic surfaces
Low-volume customization
Assembly consolidation
A hybrid strategy is often best. An engineer may print a complex housing, then machine critical interfaces. A medical team may use SLA for ergonomic evaluation and CNC machining for final functional validation. A robotics developer may print cable-routing components while machining shafts and bearing seats.
Sourcing, Costs, and Scalability
The price of a 3D printed part depends on material volume, machine time, support requirements, build orientation, packing efficiency, post-processing, inspection, and order quantity.
The cheapest quotation is not always the lowest total cost. A part that requires extensive rework, fails during testing, or arrives with inconsistent dimensions may delay the entire program.
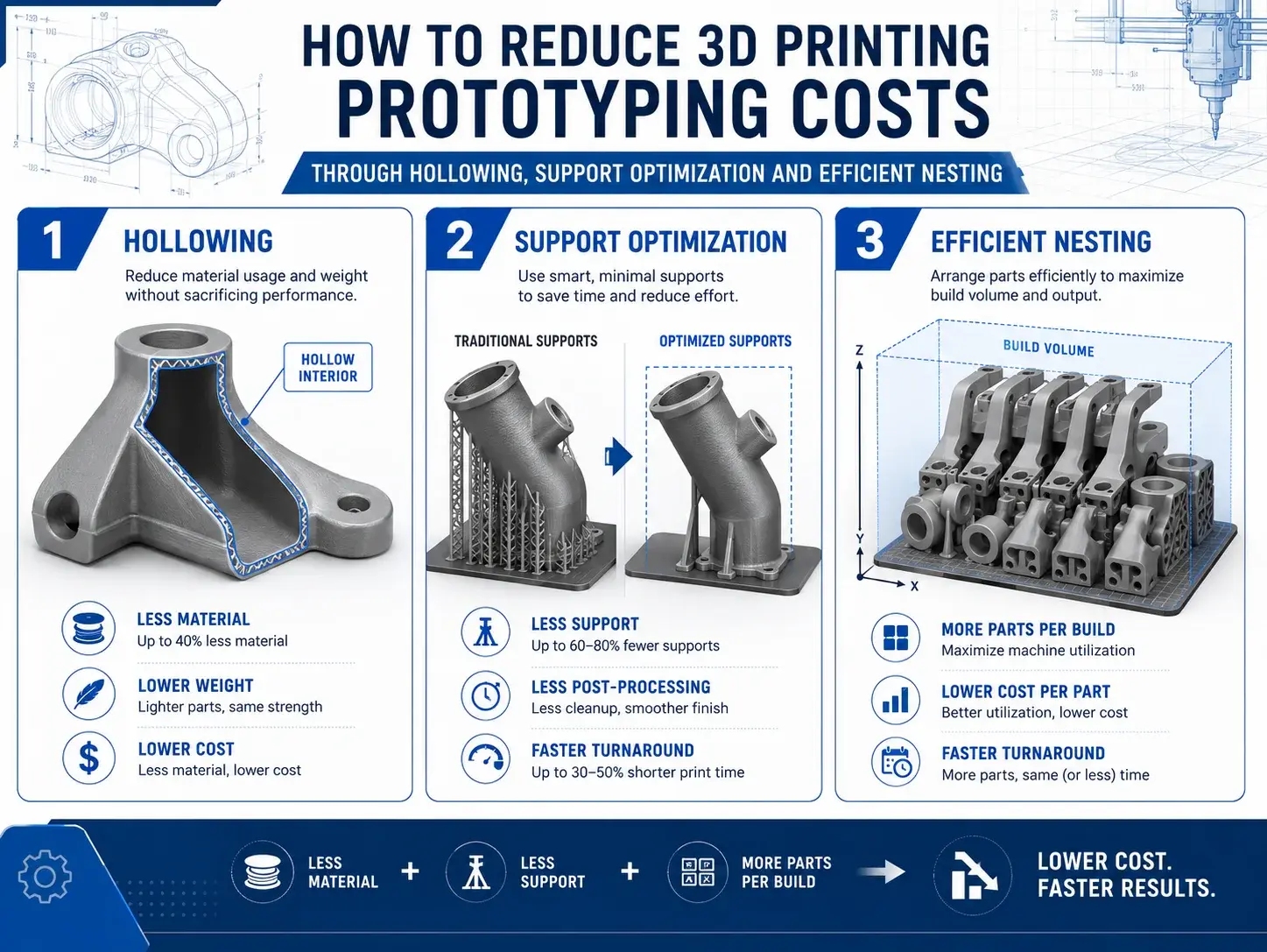
Proven strategies on how to reduce 3d printing prototyping costs
These strategies on how to reduce 3d printing prototyping costs help founders, CTOs, engineering managers, and project teams reduce spending without compromising critical performance.
Hollow large solid parts
A large solid resin model consumes unnecessary material and may create curing or distortion problems. Hollowing the part can reduce material use substantially.
Drain holes should be included where trapped resin or powder must be removed.
Optimize wall thickness
Walls should be thick enough for stability but not excessively heavy. The correct thickness depends on process, material, size, and load.
Uniform walls generally reduce distortion and improve predictability.
Reduce unnecessary supports
SLA, FDM, and metal printing often require support structures. Support material increases printing time, material consumption, removal labor, and surface-finishing work.
Changing build orientation or redesigning overhangs may reduce support requirements.
Nest parts efficiently
SLS and MJF pricing is influenced by build-volume use. Ordering several parts together and allowing efficient nesting can improve cost per unit.
Match material to the test
Do not use an expensive high-temperature or reinforced material for a simple appearance model. Conversely, do not select a cheap brittle resin for a load-bearing test.
Reduce cosmetic finishing
Sanding, polishing, painting, dyeing, vapor smoothing, and coating add labor. Identify which surfaces are visible and which can remain unfinished.
Consolidate design iterations
Instead of printing each minor revision separately, engineering teams can group updates and run several variants in one build.
Design for additive manufacturing
Complexity can be free from a tooling perspective, but it is not always free from a printing perspective. Large volumes, heavy supports, difficult powder removal, and inaccessible internal features still affect cost.
| Cost Driver | Lower-Cost Approach | Higher-Cost Approach |
| Part volume | Hollow or lightweight | Fully solid |
| Material | Standard nylon or resin | PEEK, metal, specialized resin |
| Support | Self-supporting orientation | Extensive support structures |
| Surface finish | Standard finish | Polishing, painting, plating |
| Quantity | Nested batch | Separate urgent builds |
| Inspection | Basic dimensional check | Full reports and advanced testing |
| Delivery | Standard lead time | Emergency production |
Utilizing 3d printing for low volume plastic parts Production
Using 3d printing for low volume plastic parts can eliminate the high upfront investment associated with injection molding, especially during market validation, pilot production, or bridge manufacturing.
For quantities from approximately 10 to 100 parts, industrial SLS or MJF may offer an attractive balance of flexibility and cost. The exact break-even point depends on part size, material, finish, and injection mold cost.
3D printing offers several advantages:
No mold tooling
Immediate design changes
Multiple variants in one production run
Lower inventory risk
Customized part production
Shorter launch schedules
Reduced capital commitment
Easier product updates
This is valuable for startups and established manufacturers testing a new market. Instead of investing in a mold before demand is proven, the company can produce an initial batch, collect feedback, revise the product, and then decide whether tooling is justified.
Low-volume cost comparison
| Quantity | 3D Printing | Injection Molding |
| 1–10 parts | Usually highly practical | Tooling is difficult to justify |
| 10–50 parts | Strong option | High upfront cost |
| 50–100 parts | Often competitive for complex parts | May become attractive for simple parts |
| 100–500 parts | Depends on geometry and finish | Unit economics improve |
| 500+ parts | Best for customization or complexity | Often more economical for stable designs |
The key difference is cash flow. Injection molding may offer a lower unit cost after tooling, but the buyer must pay for the mold and commit to a stable design. 3D printing preserves flexibility and reduces the financial risk of early production.
Industrial printing is especially suitable for:
Robotics replacement parts
Customized medical housings
Specialty electronics
Research equipment
Low-demand industrial products
Product variants
Spare parts
Custom fixtures
Pilot-market releases
However, 3D printing may not match injection molding in surface appearance, material options, color consistency, or high-volume unit price. Buyers should evaluate total program needs rather than comparing only the price per piece.
Practical Application Scenarios
Medical diagnostic housing
A medical startup needs 25 housings for usability testing. SLA can provide smooth appearance and fine detail, while SLS or MJF may be better for repeated assembly testing. CNC machining can be reserved for critical interfaces.
Robotics gripper
A robotics company needs a lightweight gripper with internal air passages. SLS nylon or metal additive manufacturing may reduce assembly count and enable channels that would be difficult to machine.
Aerospace duct
An aerospace development team needs a complex lightweight duct. High-performance polymer printing can support geometric testing before more expensive qualification work begins.
Smart hardware launch
A consumer electronics company needs 80 enclosures for a pilot release. MJF may avoid mold cost while allowing rapid revision after field feedback.
Industrial replacement component
A factory needs an obsolete polymer bracket. 3D scanning and industrial printing may provide a practical replacement without rebuilding legacy tooling.
Accelerating Your Product Launch
Speed is not only measured by machine time. A successful prototype program also depends on CAD review, material availability, process selection, post-processing, inspection, communication, and delivery.
Partnering with rapid 3d printing prototyping services
Partnering with rapid 3d printing prototyping services gives NPI and project teams access to multiple technologies rather than forcing every part into one process.
A capable supplier should offer or coordinate:
SLA
SLS
MJF
FDM
Metal additive manufacturing
CNC machining
Vacuum casting
Surface finishing
Painting and dyeing
Thread installation
Precision inspection
Prototype assembly
International shipping
The supplier should review the part’s function before recommending a technology. Important questions include:
Is the part visual or functional?
What load will it experience?
What temperature must it withstand?
Is chemical resistance required?
Are there critical tolerances?
Does the part contact skin, fluid, or food?
How many units are required?
Will the design change?
What finish is expected?
Is future injection molding planned?
A practical rapid-development workflow includes:
1.Submit 3D CAD files and project requirements.
2.Complete a DFM and process review.
3.Select technology and material.
4.Confirm orientation and finishing.
5.Produce the first article.
6.Inspect critical dimensions.
7.Conduct assembly and functional testing.
8.Revise the CAD model if needed.
9.Produce the validation batch.
10.Transition to low-volume production or tooling.
Frequently Asked Questions
Which 3D printing process is best for functional prototypes?
SLS and MJF are strong choices for durable nylon parts. FDM can work for large functional models, while metal printing suits complex high-strength components. The best process depends on load, temperature, tolerance, finish, and quantity.
Is SLA suitable for functional parts?
Engineering SLA resins can support selected functional tests, but standard resins may be brittle. SLA is strongest for detailed, smooth, and visually accurate prototypes.
What are the best 3D printing materials for medical applications?
The best 3d printing materials for medical devices depend on intended use. Specialized SLA resins, nylon, PEEK, PEKK, and selected metals may be considered, but supporting documentation and sterilization requirements must be verified.
How accurate is industrial 3D printing?
High precision 3d printing tolerances vary by technology, material, orientation, and part size. SLA usually offers strong detail, while SLS and MJF provide functional accuracy. Critical interfaces may still require machining.
Is CNC machining stronger than 3D printing?
For simple parts made from production-grade stock materials, CNC machining often delivers more predictable strength and tighter tolerances. In cnc machining vs 3d printing for functional prototypes, 3D printing is stronger when geometric complexity and iteration speed are the main priorities.
Can 3D printing replace injection molding?
For prototypes, customized parts, bridge production, and some low-volume projects, yes. For large quantities of stable designs, injection molding usually provides better unit economics and finish consistency.
How can I reduce the price of a printed prototype?
Use hollow sections, practical wall thicknesses, reduced supports, efficient nesting, standard materials, limited cosmetic finishing, and grouped design iterations.
What file format should I provide?
STEP is useful when engineering review or machining is involved. STL and 3MF are common for printing, but the supplier may prefer the original solid CAD file for DFM review.
How long does 3D printing take?
Simple prototypes may be completed in a few days. Complex metal parts, specialized materials, finishing, inspection, and large batches require additional time.
Which process is best for low-volume plastic production?
SLS and MJF are commonly used for 3d printing for low volume plastic parts because they support durable nylon materials and efficient batch nesting without mold tooling.
3D printing is an essential bridge between digital design and physical product development. It allows teams to validate geometry, ergonomics, assembly, airflow, internal channels, appearance, and functional performance without waiting for conventional tooling.
The strongest results come from matching technology and material to the real engineering objective. SLA provides smooth detail. SLS and MJF deliver durable functional nylon parts. FDM offers economical large-format prototyping. Metal additive manufacturing unlocks complex high-performance geometry. CNC machining remains valuable when tight tolerances, smooth surfaces, and production-grade stock materials are the priority.
Accelerate Your 3D Printing Project with GC-Prototype
Speeding up your R&D timeline should not mean compromising on part functionality. Whether you are a CTO designing the next generation of industrial automation or a Procurement Manager looking for low-volume plastic alternatives, GC-Prototype provides the agility your project needs.
Our capabilities include SLA, SLS, MJF, FDM, metal additive manufacturing, CNC machining, vacuum casting, surface finishing, inspection, and low-volume production.
Upload your 3D CAD files today to receive a comprehensive DFM review and an accurate 3D printing quote within 12–24 hours.



